至2009年8月底,我国机动保有量为180018512辆。其中,汽车(含三轮汽车和低速载货汽车)71856993辆,摩托车92387571辆。从统计情况看,全国机动车保有量达到1.8亿辆。新车及旧车更换零件计,2009年的年需要轴类件毛坯约5O0万吨。2009年其它轴类件毛坯年需要量约1000万吨(拖拉机150万吨、摩托车及自行车100万吨、发动机150万吨、火车轴200万吨,其它机器400万吨)。即2009年我国年需轴类件毛坯约1500万吨, 按楔横轧轴类件当年的复盖率为40%将达年600万吨。这说明楔横轧在找国将有一个较大的市场, 给楔横轧的发展创造一个良好机遇。
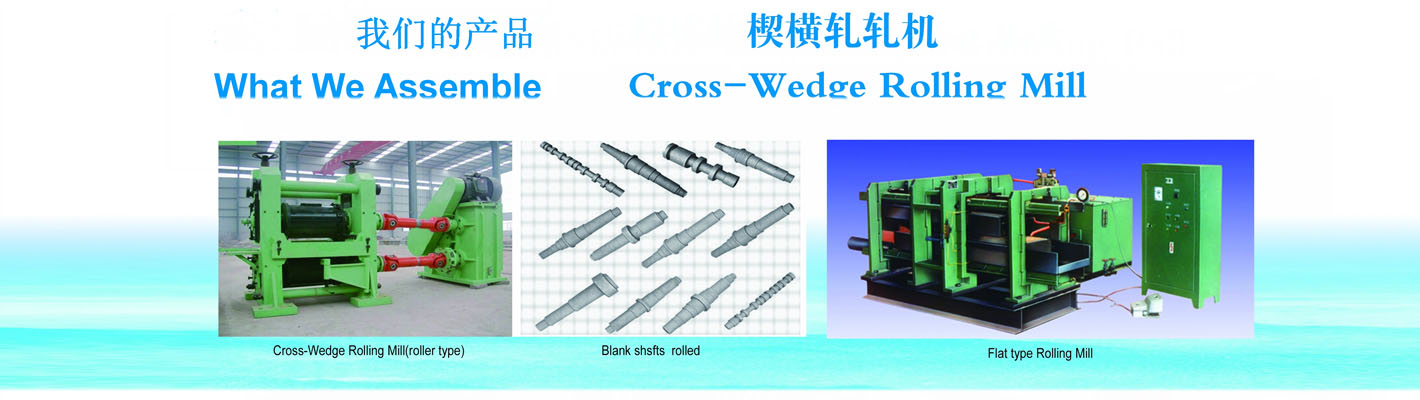
楔横轧的缺点是只能成形圆形截面的零件,即轴类件。因此,对某些大批量的零件,町以走一火轧锻结合的工艺例如用楔横轧制坯,模锻成形连杆毛坯,已在我国几个工,一取得成功。它与自由锻、模锻、包括辊锻制坯比较, 不仅效率高,温降小,而且制坯尺寸精确,模锻后的 边、F均减少40% ,效果良好。义如用楔横轧制坯,再用摆辗成形盘部的工艺, 已在我国某工厂‘取得成功,由于其楔横轧杆部不需要再加工, 所以无论产品质量与效益都很好。
|